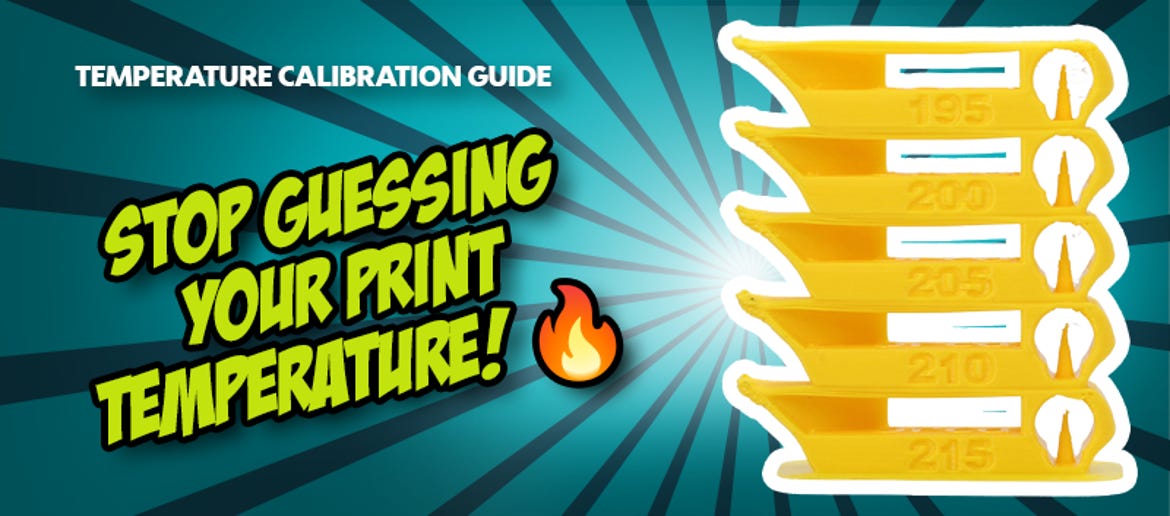
Temperature Tower az OrcaSlicerben: Vége a Stringingnek és a gyenge rétegtapadásnak
Stringing, érdes felületek vagy olyan alkatrészek, amelyek a legkisebb nyomásra egyszerűen az egyes rétegeikre törnek? Ezeknek a problémáknak szinte mindig ugyanaz az oka: a nem megfelelő nyomtatási hőmérséklet.
Sok Maker a PLA-t általánosan 200 °C-on, a PETG-t pedig 240 °C-on nyomtatja. Azonban a gyártótól, a színpigmentektől és az adalékanyagoktól függően az optimális hőmérséklet még ugyanazon anyagtípuson belül is érezhetően eltérhet. A megoldás egy úgynevezett Temperature Tower (hőmérsékleti torony). Megmutatjuk, hogyan készíthető el ez másodpercek alatt közvetlenül az OrcaSlicer-ben.
Miért a fúvóka hőmérséklete határozza meg a nyomtatás sikerét
A fúvóka megfelelő hőmérsékletének eltalálása egy vékony mezsgye a viszkozitás (folyósság) és a hűtés között:
- Túl melegen nyomtatva: A Filament túlságosan folyóssá válik. Kontrollálatlanul kifolyik a fúvókából (Oozing), ami extrém Stringinghez (finom pókhálószerű szálak) és pontatlan túlnyúlásokhoz vezet.
- Túl hidegen nyomtatva: A műanyag nem olvad meg eléggé. Az egyes szálak nem kötődnek megfelelően egymáshoz, a nyomat könnyen eltörik, és az extruder fogaskerekei megcsúszhatnak.
Egy kalibrált hőmérséklet-profil hibátlan felületet és maximális stabilitást biztosít az alkatrészek számára, valamint kiküszöböli a szálak időigényes utómunkálatait.
Lépésről lépésre útmutató: Temperature Tower készítése az OrcaSlicer-ben
Korábban a hőmérsékleti tornyokat fáradságos munkával saját magunknak kellett megrajzolni, vagy harmadik féltől származó G-kód scripteket kellett beilleszteni. A modern programok, mint például az OrcaSlicer, integrálták ezeket a kalibrációs teszteket.
► Kalibrálás megnyitása: Nyissa meg az OrcaSlicert, kattintson a felső menüsorban a Calibration fülre, és válassza a Temperature lehetőséget.
► Filament típusának kiválasztása: Válassza ki a megfelelő anyagot. Az OrcaSlicer ekkor automatikusan generálja a kész 3D-modellt, és hozzáadja a szükséges parancsokat, hogy a nyomtató szintenként pontosan 5 °C-kal hidegebb vagy melegebb legyen.
► Slice és nyomtatás: Kattintson a Slice gombra, és indítsa el a nyomtatást. Látni fogja, hogy a nyomtató például legalul 230 °C-on indul, és fokozatosan felfelé haladva 190 °C-ra csökkenti a hőmérsékletet.
► Vizuális elemzés: Vegye le a kész tornyot a nyomtatóágyról. Vizsgálja meg a különböző szinteket jó fényviszonyok mellett. Figyeljen három dologra: Hol a legkisebb a Stringing? Hol néznek ki a legtisztábban a hidak (Bridges)? És hol olvasható a legélesebben a szöveg?
► Mechanikai terhelésteszt: Próbálja meg óvatosan az ujjával széttörni az egyes szinteket. Gyakran előfordul, hogy egy nagyon alacsony hőmérséklet optikailag tisztának tűnik, de azonnal eltörik. Válassza ki azt a tartományt, amely optikailag szép ÉS mechanikailag is stabil.
Profi tipp: Az OrcaSlicer a hőmérséklet-változásokat közvetlenül a G-kód rétegvezérlésébe írja. A teszttorony generálása után nincs szükség manuális "ChangeAtZ" scriptek vagy rétegbeállítások elvégzésére. Amint meghatározta a tökéletes hőmérsékletet, egyszerűen írja be azt az OrcaSlicer-Filament profiljában a "nyomtatási hőmérséklet" alá, és mentse el a profilt a jövőbeli projektekhez.
Összegzés: A tökéletes hőmérséklet a kiváló nyomatok alapja
Egy Temperature Tower nem egy opcionális extra, hanem a legelső lépés egy új Filament tekercs beállításakor. A gyártói standard értékek alapján történő általános nyomtatás hatalmas potenciált pazarol el. Ha rászánja azt a 30 percet a tökéletes hőmérséklet meghatározására az OrcaSlicer-ben, egyszerre oldhatja meg a három leggyakoribb 3D-nyomtatási problémát – a Stringinget, a nem szép felületeket és a törékeny rétegeket.
Utoljára értékelt
-

ruthex Forrasztóhegy / olvasztó segédeszköz készlet, 900M és T18 adapterrel
- Sárgarézből készült
- A tiszta olvasztáshoz
- T18 és 900M forrasztópákákhoz
-
3DJAKE ASA CF Sötétszürke, 1,75 mm / 1000 g
- ASA + 12% szénszál
- UV- és időjárásálló
- Nagy merevség és szilárdság
-

Polymaker Panchroma™ PLA Silk Gold, 1,75 mm / 1000 g
- Selymes csillogás
- Kiváló minőségű selyem megjelenés
- Stabil nyomtatási minőség
-

Magazinunkból:
3DJake felfedezése:
-
Magyarország: Ingyenes standard kiszállítás 22.000 Ft-tól
-
Ingyenes
visszaküldés -
24 órás kiszállítás
Több, mint 10.700 termék
